Sinkkaus on ollut yleisin liitostekniikka etenkin kun kappaleet liitetään kulmaliitoksissa päistään yhteen. Se on koristeellinen liitos, joka lukitsee itsensä.
Sinkkaliitos on hieman työläs valmistaa perinteisin käsityömenetelmin, mutta useimmat sinkkaukset voidaan tehdä myös esim. yläjyrsintä käyttäen ja cnc-tekniikalla. Tapit tehdään yleensä vakiojaolla, mutta jaon muuttaminen on myös mahdollista. Liitos voidaan tehdä näkyväksi molempien tai vain toisen liitoskappaleen puolella tai se voi olla kokonaan näkymätön.
Liitosten lujuus perustuu kappaleiden suureen liimapinta-alaan ja liitosmuodon omaan pitokykyyn eri rasitussuuntiin. Huolella tehty sinkkaliitos on ollut perinteisesti puusepän taidonnäyte ja laadun tae ja esteettinen yksityiskohta rakenteessa.
Liitoksen mitoitus
Koneellisesti liitos työstetään kartiomaisilla terillä. Näin ollen työstösyvyys vaikuttaa liitoksen geometriaan. Liitos on sitä vahvempi mitä pitemmät tapit ovat. Kun tehdään puolipeittoliitos, tappien pituus on usein ¾ lovikappaleen paksuudesta.
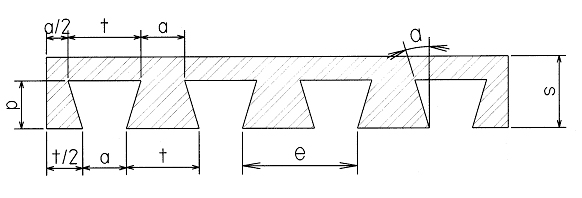
Kuvasta voidaan saada seuraavat yhtälöt
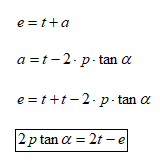
Yllä olevalla yhtälöllä voidaan laskea sinkkaliitoksen parametrit.
Koneistus
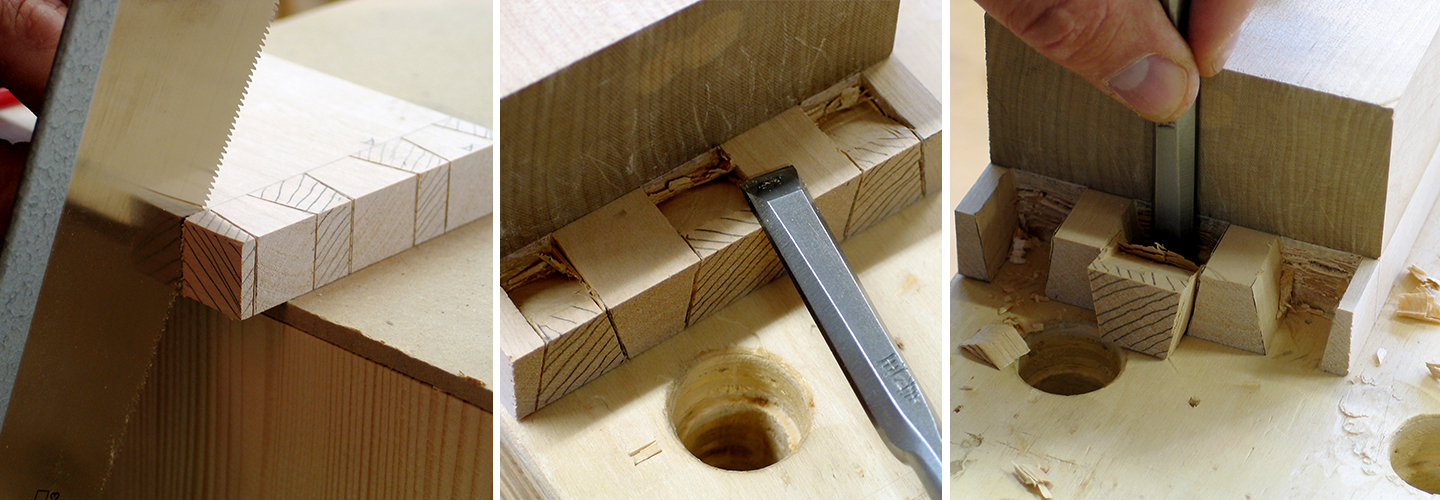
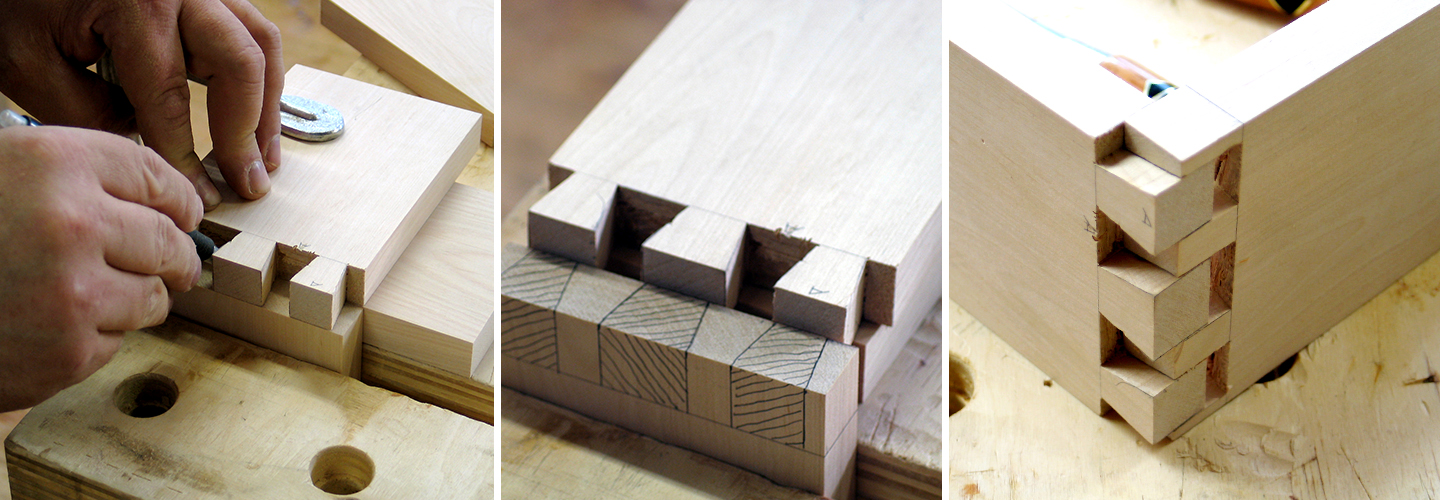
Sinkkaliitoksia on valmistettu erityisesti niitä varten tehdyillä koneilla. Koneellisessa valmistuksessa se voidaan tehdä kuten kuvan 1. oikea liitos. Pieniä määriä voi myös valmistaa käsijyrsimillä sopivia jigejä avuksi käyttäen. Silloin liitos voidaan muotoilla kuvan 1. vasemman liitoksen mukaisesti. Paras tapa nykyisin on tehdä niitä NC-jyrsimellä. NC-jyrsin on hyvin tarkka ja liitoksesta tulee siisti. Perinteinen tapa on työstää molemmat kappaleet yhtä aikaa. Silloin kappaleet asetetaan jyrsintään lovikappale vaakasuoraan ja tappikappale pystysuoraan. Näin liitoskappaleet sopivat hyvin yhteen ja työskentely on tehokasta.
Sinkkaliitoksen käyttö
Sinkkaliitosta käytetään useimmiten laatikoissa. Se on hyvä liitos etusarjoihin koska se lukitsee itsensä ja se kestää laatikon ulosvetoa vaikka liimasauma olisi murtunut.