 Lovi- ja tappiliitosten käyttö on lujin ratkaisu saada kahden kohtisuoraan toisiaan vasten tulevat kappaleet yhdistetyksi. Tasotappiliitos on jo pitkään teollisuudenkin käytössä ollut kulmaliitos. Siitä on erilaisia sovellutuksia käyttökohteesta ja valmistustavasta riippuen. Keskeisenä lujuustekijänä on iso liimapinnan määrä. Kun liitoksessa käytetään kahta tappia, myös liimapinnan määrä kaksinkertaistuu. Liitoskappaleen päässä lujuutta voidaan lisätä nakkauksella.
Lovi- ja tappiliitosten käyttö on lujin ratkaisu saada kahden kohtisuoraan toisiaan vasten tulevat kappaleet yhdistetyksi. Tasotappiliitos on jo pitkään teollisuudenkin käytössä ollut kulmaliitos. Siitä on erilaisia sovellutuksia käyttökohteesta ja valmistustavasta riippuen. Keskeisenä lujuustekijänä on iso liimapinnan määrä. Kun liitoksessa käytetään kahta tappia, myös liimapinnan määrä kaksinkertaistuu. Liitoskappaleen päässä lujuutta voidaan lisätä nakkauksella.
Lovi- ja tappiliitoksia käytetään esim. huonekalujen jalkarakenteissa yhdistettäessä kalusteen sarja kohtisuoraan jalkaosaan. Liitos voidaan vahvistaa poikkisuuntaisilla puutapeilla, perinteisesti näkyvällä pinnalla. Tapin paksuus on noin kolmasosa puun paksuudesta. Tappi tehdään hieman lyhyemmäksi kuin lovi liimatilan varmistamiseksi. Kohtaavissa liitoksissa tapin päät viistetään, jotta tapin pituudesta ei tarvitse tinkiä. Samasta syystä sarjat pyritään laittamaan eri korkeudelle, jos mahdollista.
Tasoreikäliitos koostuu toisen komponentin naaraspuolisesta lovikappaleesta ja urospuolisesta tappikappaleesta. Se voidaan tehdä myös kahdella tai useammalla tapilla. Tappien peruspoikkileikkaus on suorakulmainen. Siitä johtuu, että lovi on tehtävä myös suorakulmaiseksi mikä ei aina ole helppoa. Nykyisin käytetäänkin useimmiten pyöreäpäistä tappia. Silloin se on helpompi valmistaa ja se on periaatteessa hieman vahvempikin. Yleisesti ottaen tasoreikäliitos on luja liitos.
Liitoksen perusmitoitussäännöt
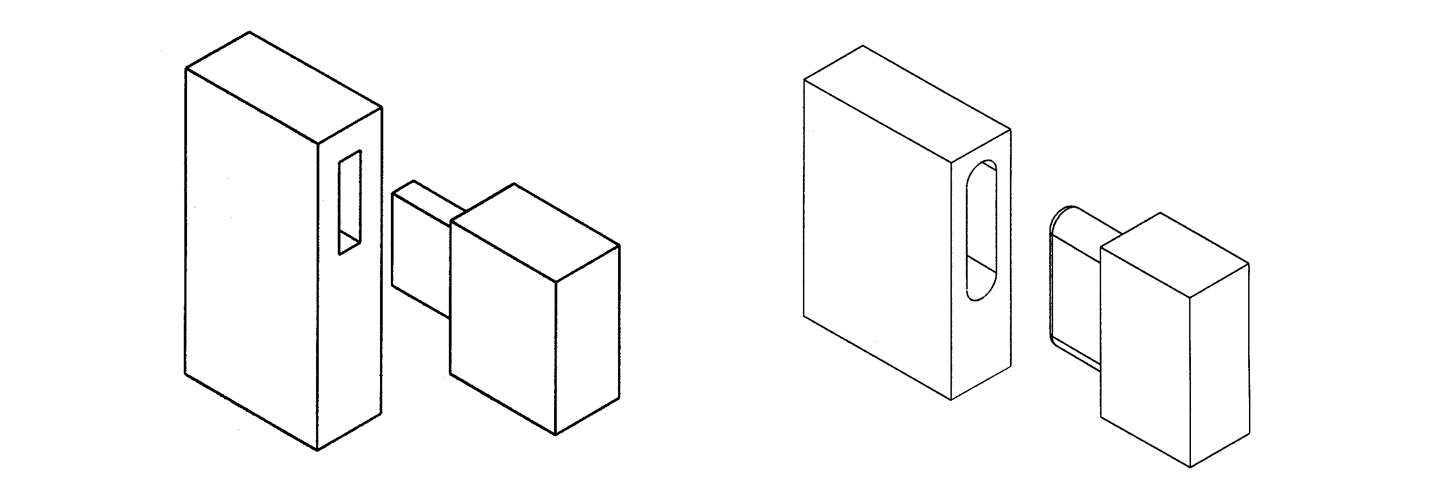
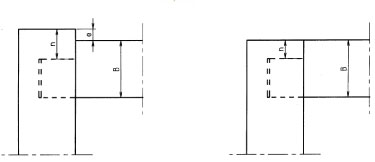
Suorakulmainen tasoreikäliitos ja Pyöreäkulmainen tasoreikäliitos
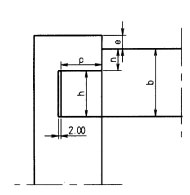
Tapin pituus (p)
Tapista kannattaa tehdä mahdollisimman pitkä, jotta saavutettaisiin suurin mahdollinen vetolujuus. Pituutta lisättäessä on kuitenkin huomattava, ettei tappi saa heikentää lovikappaletta liikaa. Kun liitos on kulmassa, tapin pituus ei saisi ylittää 0.6* lovikappaleen leveyttä. Loven pituus pitäisi olla noin 2 mm syvempi kuin tappi, ettei se pohjaisi.
Liitoksen mitoitus
Tapin leveys (h)
Jos liitoksessa vaikuttaa vain vetojännitystä, leveyden tulisi olla mahdollisimman suuri. Jos liitos on rakenteen kulmassa, tapin leveys voidaan laskea seuraavasti: h = 0.6 • b + 0.4 • e.
Jos tapin leveys yo. kaavalla laskettuna on yli 100 mm, se tulisi työstää kapeammaksi kuten kuvassa 4. Tämä johtuu siitä, että leveässä tapissa kosteuden aiheuttamat mittamuutokset tapissa ovat paljon suuremmat verrattuna lovikappaleeseen.
Leveiden tappien muotoja
Tapin paksuus
Jos liitoksessa vaikuttaa vain veto, tapin paksuus voidaan laskea olettamalla tapin vetovoima yhtä suureksi kuin tapin lapepintojen leikkausvoima seuraavasti:

Tapin poikkileikkaus
missä
p = tapin pituus
h = tapin leveys
t = tapin paksuus
τ = liimapinnan leikkauslujuus (5 N/mm2)
s = puun vetolujuus ( 100 N/mm2)
Esimerkiksi sovellettuna luvut yhtälöön 1. saadaan
![]()
Tavallisesti tappi tehdään paljon paksummaksi, koska liitoksessa vaikuttaa muitakin voimia. Pelkälle vedolle tapin paksuudeksi voi valita 1/3 tappikappaleen paksuudesta.
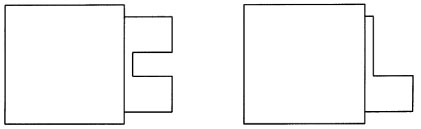
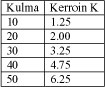
Tapin nakkaus (n)
Nakkaukseen on kaksi sääntöä, jotka näkyvät allaolevissa kuvissa. Ehtona näille säännöille on että tapin pituus on vähintään yhtä pitkä kuin sen leveys.
n = 0.4 • B + 0.6 • e
n = 0.4 • B
Tapin nakkaus kahdessa eri tapauksessa
Vinon tapin lujuus
Joskus tappi on tehtävä vinoon syiden suuntaan nähden. Kun tapin suunta eroaa syiden suunnasta heikkenee liitoksen lujuus. Vinon tapin lujuus voidaan laskea seuraavalla kaavalla:
![]()
Missä sp on puun vetolujuussyynsuuntaan α on kaltevuuskulma.
Kertoimen K arvoja on laskettu seuraavaan taulukkoon:
Taulukosta nähdään, että käytännössä suurin kaltevuus on noin 15o.
Kuinka vinosta tapista saadaan vahvempi? Yksi mahdollisuus on tehdä tapista paksumpi. Toinen mahdollisuus on jakaa vinous tapin ja reiän kesken. Myös tapin pituuden vähentäminen lisää sen lujuutta.
Tapin valmistus
Suorakulmainen poikkileikkaus
Kun tapissa on suorakulmainen poikkileikkaus, se voidaan työstää peruskoneilla. Tappi voidaan tehdä tapituskoneella tai alajyrsimellä. Jos tappiin tehdään nakkaus tapin leveyssuunnassa työstössä tarvitaan kaksi työvaihetta. Nakkaus lisää liitoksen lujuutta ja se peittää reiän pienet työstövirheet. Tapin työstö tehdään yleensä kohtisuoraan syitä vastaan mikä aiheuttaa helposti repimistä sillä sivulla mistä terä tulee ulos työkappaleesta.
Tapin leveys ja paksuus tulisi aina työstää yhdessä työvaiheessa. Jos työstöt tehdään alajyrsimellä tai pyörösahalla kahdessa vaiheessa, työstötoleranssit kasvavat liian suuriksi.
Pyöreäreunainen poikkileikkaus
Jos liitoksen poikkileikkauksessa on pyöristetyt reunat, se on hieman vahvempi mutta sen työstössä tarvitaan erikoiskone tai NC-jyrsin. Erikoiskoneessa on kurso, joka tekee ovaalia liikettä tapin ympäri. Kurson työstön suuntautuessa puuhun päin työstön laatu on mahdollisimman hyvä.. Koneella voidaan tehdä myös vinoja tappeja. Tapin dimensioita voidaan säätää manuaalisesti tai nykyisin myös numeerisesti.
Kun liitosta käytetään tuoleissa, tappia pitää kallistaa yhdessä tai kahdessa suunnassa. Jos koneen asetus tehdään manuaalisesti se vie paljon aikaa. Koneen numeerinen ohjaus tekee asetteen teon helpommaksi ja tarkemmaksi mutta siinä tarvitaan suuri joukko ohjattavia akseleita, mikä johtaa kalliiseen investointiin. Kaksipuolinen kone tarvitsee yksitoista NC-ohjattavaa akselia.
Reiän valmistus
Suorakulmainen reiän tekemiseen on kaksi tapaa.
Ketjutaltta on melko tehokas mutta työstölaatu ei ole kovin hyvä ja työstötoleranssi on melko suuri. Yksi ongelma ovat reiän pohjaan syntyvät pyöristykset. Se lyhentää reiän käyttökelpoista pituutta tai tapin päät on pyöristettävä tai viistettävä mutta se vaatii ylimääräisen työvaiheen.
Porataltalla on mahdollista tehdä reikään tasainen pohja, jolloin kappaleen mitat voidaan käyttää täysin hyödyksi. Terä tarvitsee tarkan asetuksen, ettei se kuumene ja pala pilalle. Porataltalla täytyy tehdä useita työstöjä, mistä syystä se on hidas.
Ovaali reikä voidaan tehdä pitkän reiän poralla tai NC-jyrsimellä. Työstöterä oskilloi ja sitä syötetään samalla syvemmälle puuhun. Tässä tapauksessa terä on melko ohut suhteessa pituuteensa ja syöttö on tehtävä varovaisesti. Perussääntö syötölle on, että työstösyvyys ei saa ylittää terän halkaisijaa. Työstötarkkuus ja työstön laatu on varsin hyvä.
Valmistustarkkuudet
Tappi on hyvä tehdä 0.1 mm paksummaksi kuin reikä kun työstömenetelmällä on hyvä tarkkuus. Kun työstötarkkuus on heikompi, tappi pitäisi tehdä 0.2 mm ohuemmaksi kuin reikä. Toleranssi riippuu myös käytetystä puulajista. Havupuu tarvitsee tiukemman sovitteen.
Hyödyt ja haitat
- Luja liitos jos tappi on tarpeeksi pitkä
- Ovaali tappi tarvitsee erikoiskoneen
- Tappikappale on tehtävä tapin pituutta vastaavan määrän pitemmäksi
- Siisti liitos