Kanavakuivaamoja käytetään tavallisesti suurien sahojen kuivaamoina.
Kanavakuivauksessa rimoitetut sahatavarakuormat syötetään kanavan toisesta päästä sisään ja ne otetaan kuivattuina ulos toisesta päästä. Kuormat ovat yleensä kanavan pituussuuntaan nähden poikittain ja ilma kiertää kanavan suunnassa pitkittäin. Kanavakuivaamoissa sahatavara kuivataan tavallisesti vientikuivaksi, eli keskimäärin 18–20% kosteuteen. Yhdellä kanavakuivaamolla voidaan 25 000-50 000 m3 vuodessa havusahatavaraa vientikuivaksi.
Parhaiten kanavakuivaus soveltuu ohuempien sahatavaralaatujen kuivaukseen. Sahoilla on omat kanavat lautatavaraa ja keskitavaraa (sydäntavaraa) varten.
Uusimmissa kuivaamoissa kuivauskanaali on jaettu kahteen eri vyöhykkeeseen, joissa ilman kiertosuunnat ovat vastakkaiset. Näitä kanavia kutsutaan 2-vaihekanaviksi.
Kanavakuivauksen ominaisuuksia
- Pieni energiankulutus lämmöntalteenoton vuoksi
- Melko lyhyt kuivausaika, 2 – 6 vrk
- Yksinkertainen ohjaus, vähän toimintahäiriöitä
- Pieni värinmuutos
- Vähän virheitä, kun käytössä oikea kuivauskaava
- Kuivaus alle 15% kosteuteen voi olla vaikeaa
- Samanlaista kuivattavaa sahatavaraa oltava paljon ja tasaisesti
- Sopii suurtuotantoon
Yksivaiheiset kanavakuivaamot
Yksivaiheisessa kanavakuivaamossa ilma puhalletaan sahatavaran kulkusuuntaan nähden vastakkain eli kuivasta päästä märkään päähän. Kuivausolosuhteet voidaan säätää vain kuivassa päässä. Muut vaiheet määräytyvät kanavan pituuden, kuormien siirtonopeuden ja sahatavaran koon mukaa. Kulkiessaan kuormien läpi kohti märkää päästä ilma jäähtyy ja sen kosteus lisääntyy (märkälämpötila ei muutu).
Jatkuvatoiminen kanavakuivaamo
Kuivauslämpötila nousee ja ilman suhteellinen kosteus laskee koko ajan siirryttäessä märästä päästä kohti kuivaa päätä. Kuivaus on siten melko raju, mikä saattaa aiheuttaa kosteushajontaa ja riskin ylikuivumisesta.
Paksun sahatavaran kuivauksessa on perusongelma halkeilu, koska kanavassa kuivausjännitykset alkavat kasvaa silloin kun, kuivausvoimakin alkaa kasvaa.
Alle 15%:n kosteuteen ei yleensä pyritä ja siihen 1-vaihekanavakuivaamossa on hankala päästä.
Kaksivaiheiset kanavakuivaamot
Sahatavaran etenee molemmissa samalla tavalla kuin yksivaiheisessa kanavassa. Kuivauskuormaletkaan muodostetaan välikkö, jossa kohdassa ilman puhallussuunta vaihtuu alkuosaan nähden vastakkaiseksi. Kanavan ensimmäisessä vaiheessa lämmitetään sahatavara ja pyritään kuivaamaan soluonteloissa oleva irrallinen vesi tehokkaasti pois´. Toisessa vaiheessa poistetaan puolestaan soluseinämien sidottua vettä, jolloin puu kutistuu ja muotovikoja voi syntyä. Toisen vaiheen kuivaus on tästä syystä hitaampaa, lisäksi sidottu vesi siirtyy hitaasti puutavaran pinnalle.
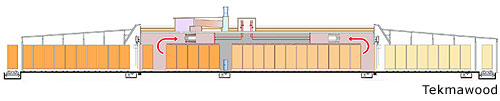
Perinteinen 2-vaiheinen kanavakuivaamo
Perinteisessä 2-vaihekanavakuivaamossa ensimmäisen vaiheen ilmanvirtaussuunta vastaa normaalia 1-vaihekanavaa eli se on sahatavaran siirtosuuntaan (kuvassa vasemmalta oikealle) nähden vastakkainen, mutta 2-vaiheen ilmakierto on käännetty eli virtaus on sahatavaran siirtosuuntaan.
Perinteinen 2-vaihekuivaamo
Samaa ilmaa lähtee ”väliköstä” kiertoon molempiin suuntiin. Molemmilla vaiheilla on omat säädettävät puhaltimet. Ilman nopeus ja kanavaosan pituus puolestaan vaikuttavat siihen, mitkä kuivausolosuhteet ovat vaiheen eri kohdissa.
Perinteisen kanavan sahatavara joutuu ensimmäisessä vaiheessa asteittain kovenevaan kuivaukseen, ja toisessa vaiheessa on kuivauksessa lisääntyvää ”tasaannuttavaa” vaikutusta, koska kuivauslämpötila laskee ja ilman kosteus nousee loppua kohti.
Näin kuivaustulos paranee ja alempaan tasaiseen loppukosteuteen on helpompi päästä eikä sahatavara kuiva kovin herkästi ylikuivaksi.