Wood channel driers are used at big saw mills.
Ribbed timber loads are fed in from one end of the channel and they are dried out the other end. Loads are usually done by putting the timber the channel length direction transverse to the air to circulate and channel longitudinal direction. Kilns in the timber is dried usually export to dryness, or an average of 18-20% humidity. One kiln can be 25 000 to 50 000 m3 of softwood sawn timber exports to dry.
The channel drying is best suited for thin saw wood. Saws have their own channels for boards and heartwood.
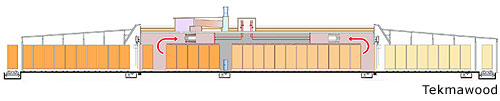
The drying channels are divided in to two zones where the direction of airflow is opposite to each other. These kilns are called 2-channel kilns.
Properties
- Low energy consumption.
- Fairly short drying times, 2-6 days.
- Simple to use.
- Small color shifts
- Little defects
- Drying wood to 15% moisture can be hard
- Suitable for large-scale productions
1-stage kilns
The air is pushed the opposite direction of moving sawed wood, from the dryer side to the wetter side. Drying conditions can be se only at the dry end. Other stages are determined by the length of the channels, loading speeds and the size of the sawed wood. When the wood moves towards the wet side, the air cools and moisture increases.
Continuous channel drier
The drying temperature increases and the relative moisture decrease while it moves from the wet end to towards the dry end. The drying is fairly intense which might cause moisture cracking and risks of over drying.
When using thicker sawed wood, the basic problem you get is cracking because the drying tension starts increasing when the drying power increases. The goal isn’t to get the moisture down to 15% and it’s also very tough to get in a 1-stage kiln.
2-stage kilns
Sawed wood moves through the kiln the same way as it does in a 1-stage kiln. There’s a gap in the middle of the dryer where the air flow goes the opposite way as at the beginning of the dryer. The wood is heated during the first stage. The goal is to remove as much water inside the wood as possible during this stage. The second stage is a slower process as the remaining water from the wood is removed. The water moves slowly from the center to the surface. This process shrinks the wood and might cause shape shifting.
Traditional 2-stage channel dryer
During the first stage the air flow direction in a traditional 2-stage channel drier is the same as in a 1-stage channel kiln. The direction of the air flow changes to the opposite way after the second stage.
Traditional 2-stage kiln
The same air flows through both directions inside the kiln. Both stages have their own adjustable fans. The drying conditions depend on the speed of the air flow and the length of the channel.
The sawed wood is forced into a drying process where the temperature rises gradually during the first stage. The purpose of the second stage of the drying process is balancing, the temperature decreases and the air humidity rises.
This increases the drying quality. Lower humidity levels are also achieved and the sawed wood doesn’t over dry easily.