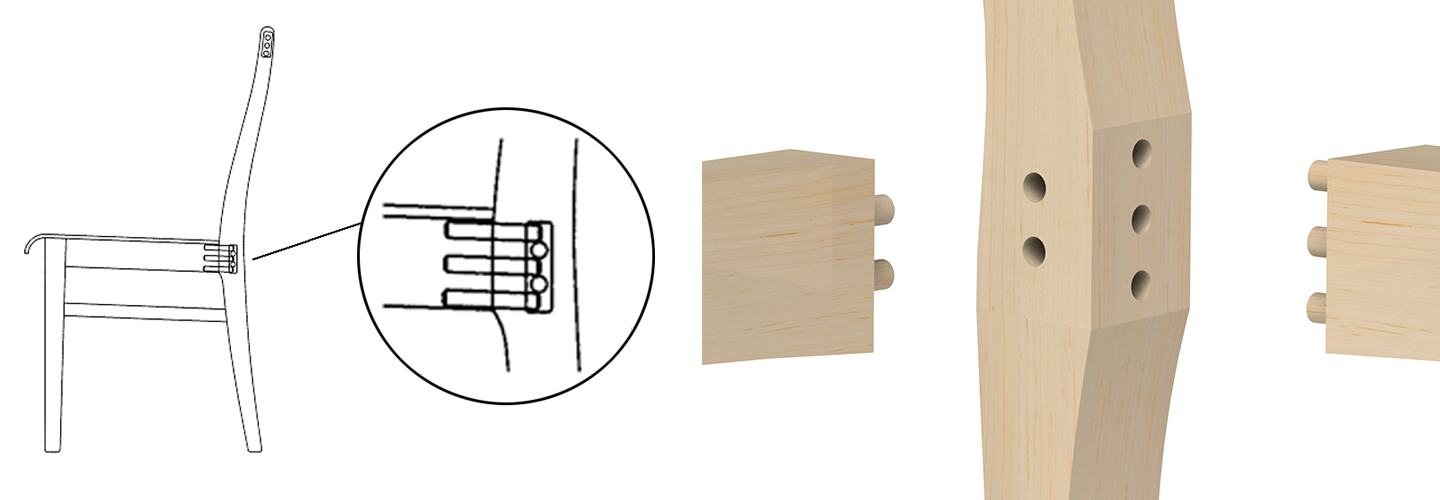
Poratappiliitosta käytetään nykyisin paljon, koska se on helppo tehdä. Se ei tarvitse työkappaleeseen ylimääräistä pituutta, kuten tasoreikäliitos, lisäksi se melko luja liitos. Tavallisesti tasoreikäliitos on lujempi, mutta jos poratappiliitosta käytetään tuolin taka- ja sivusarjan liitokseen, se voi olla vahvempi kuin tasoreikäliitos. Tämä johtuu siitä, että jalan poikkileikkausmitat ovat usein rajalliset ja tasoreikäliitoksen toinen tappi jää lyhyeksi. Poratapit voidaan asettaa lomittain ja niin ne voidaan tehdä pitemmiksi ja liitos lujemmaksi.
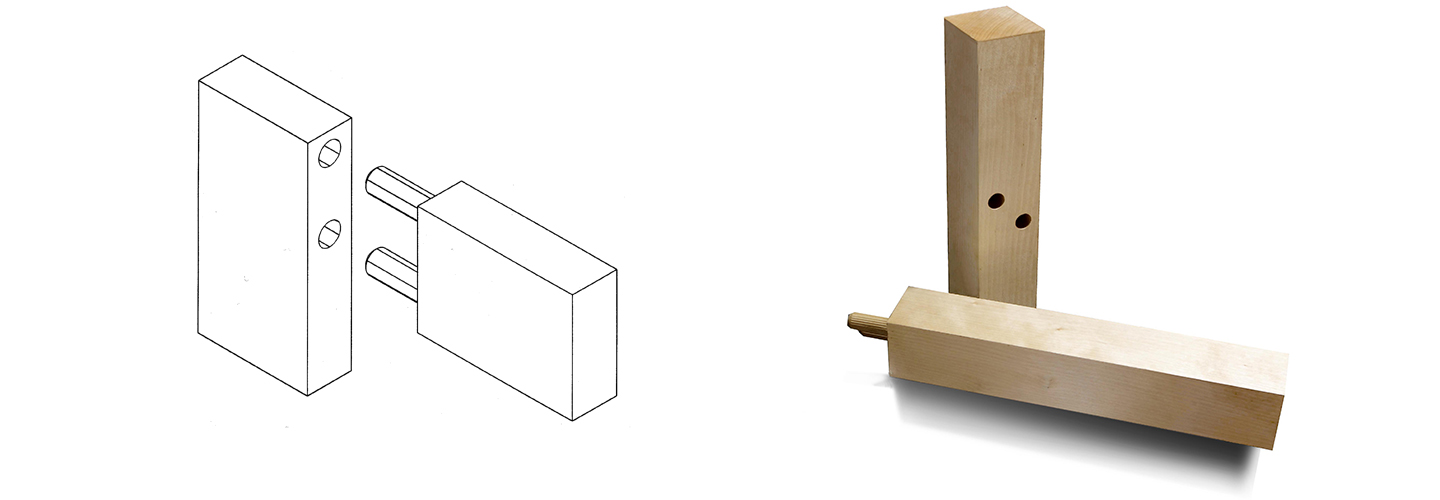
Poratapin lujuus kasvaa tapin pituuden kasvaessa, jolloin yleensä aina kannattaa tehdä tapista pitkä. Lujuus kasvaa tapin pituuden kasvaessa myös kun tappi on kohtisuoraan syitä vastaan. Murtuma on yleinen kun (kuva 1.) vasemmanpuoleinen kappale halkeaa. Tapin pituudelle on kuitenkin rajansa, koska tapin pituutta kasvatettaessa se lopulta katkeaa, ellei reikäkappale murru.
Liitoksen rakenne aiheuttaa tavallisesti voimia, jotka pyrkivät vetämään tapin ulos puusta. Silloin tapin liimauspinnan leikkauslujuus on hyvin tärkeää. Leikkauslujuuden maksimoimiseksi tapilla on oltava hyvä kontakti puuhun ja liiman levityksen tulee olla tasainen. Tapin pinta tehdään uritetuksi. Se mahdollistaa reiän pohjalla olevan liimapisaran leviämisen tapin pinnalle kun tappi painetaan reikään.
Edellytyksenä tähän on se, että reikä on tarkalleen oikean syvyinen, 1mm syvempi kuin tappi. Myös liiman määrä tulee olla tarkka. Jos liimaa on liian vähän, se ei pysty leviämään pinnalle. Jos liimaa on liian paljon, se pursuaa ulos reiästä vaikeuttaen kokoonpanoa, jos liima ehtii kuivua. Liima myös sotkee kappaleen pintaa pilaten kappaleen visuaalisen ulkonäön. Jos reikään tehdään pieni viiste, jää ylipursuavalle liimalle hieman tilaa. Liiman viskositeetin tulee olla riittävän alhainen, jotta se pääsisi leviämään tapin työntyessä sisään. Jos viskositeetti on korkea ja tappi työnnetään sisään nopeasti, työkappale voi haljeta.
Liitoksen lujuutta voi lisätä kasvattamalla liimauspintaa pitemmällä tapilla tai suuremmalla halkaisijalla tai lisäämällä tappien lukumäärää. Jos tappi on liian pitkä, leikkausvoima voi olla suurempi kuin tapin syynsuuntainen vetokestävyys ja tappi katkeaa. Eräs tapa optimoida tapin pituus ja halkaisija, on tehdä seuraava yhtälö:
tapin vetokuormitus = liimauspinnan leikkauskuormitus
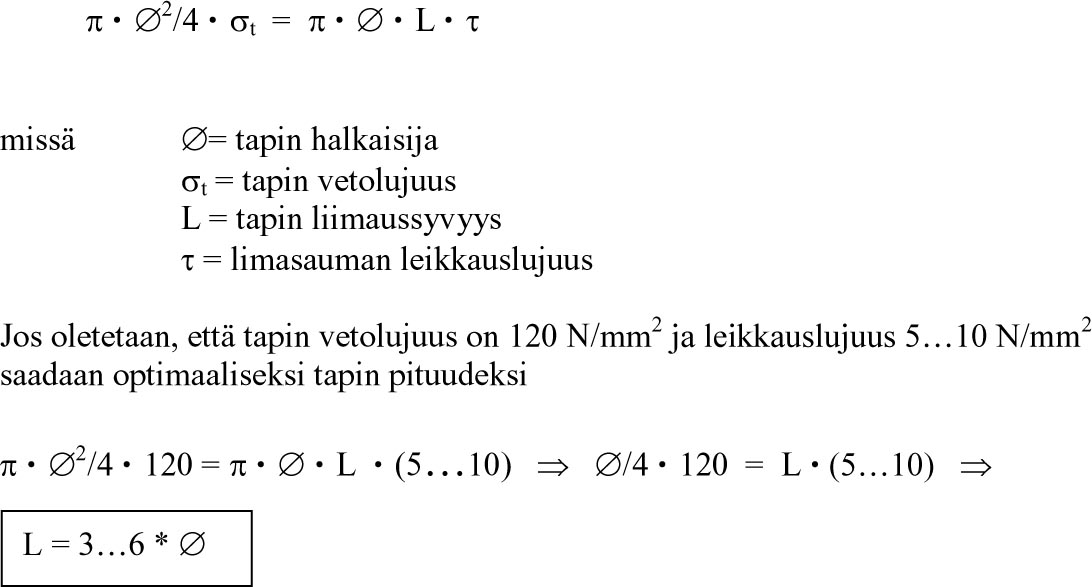
Jos siis tapin liimauspituus on 3…6 kertaa tapin halkaisija, on tapin lujuusominaisuudet käytetty optimaalisesti. Jos tappi on syitä vastaan kohtisuorassa, se voi olla jopa 20 • Ø pitkä riippuen puun lohkeamislujuudesta.
Tapin halkaisija ja sen pintaprofiili
Tapin halkaisija ei saisi ylittää kappaleen paksuuden puolikasta. Lujin poratappiliitos saavutetaan sileällä tapilla. Näin käy kuitenkin vain, jos liima saadaan leviämään koko liitospintaan. Kun liitos on valmistettu tiukaksi, liima ei voi levitä tai tappi pyyhkii sen pois aiheuttaen heikon liitoksen. Siitä syystä tapin pinta aina uritetaan. Uritus voidaan tehdä puristamalla tai höyläämällä. Puristaminen on parempi tapa lujuuden kannalta. Kun käytetään vesiohenteista liimaa, saa liiman vesi puristuneet kohdat turpoamaan takaisin alkuperäiseen muotoonsa ja tapin pinnasta tulee lähes sileä ja liimauspinta-ala kasvaa.
Höylääminen on helpompi tapa tehdä tappeja ja nykyisin tapit tehdään niin. Silloin urat eivät liimatessa turpoa ja liitoksesta tulee hieman heikompi. Koska liimaus ei vaadi niin suurta tarkkuutta kuin sileillä tapeilla, saadaan näin kuitenkin käytännössä lujempia liitoksia.
Syyn suunta
Liitos on vahvin syynsuunnassa. Syynsuunta ei kuitenkaan vaikuta lujuuteen paljon. Tämä on hyvä siksi, ettei suunnittelijan tarvitse ajatella liitoksen suuntaa.
Tapin pituus
Liitoksen lujuus lisääntyy tapin pituuden kasvaessa, niinpä tappi kannattaa tehdä mahdollisimman pitkäksi. Syviä reikiä ei kuitenkaan ole helppo liimoittaa. Niinpä suunnittelussa voi käyttää yllä ollutta yhtälöä:
p = (3…6) × Ø
Kun liitos on rakenteen kulmassa, ei yleensä voi hyödyntää tapin koko pituutta. Siinä tapauksessa voi käyttää seuraavaa taulukkoa 1. Katso myös kuva 2.
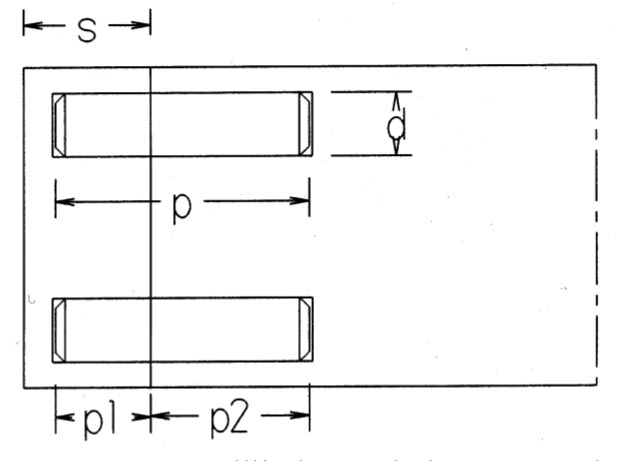
Kuva 2. Poratappiliitoksen mitoitusparametrit
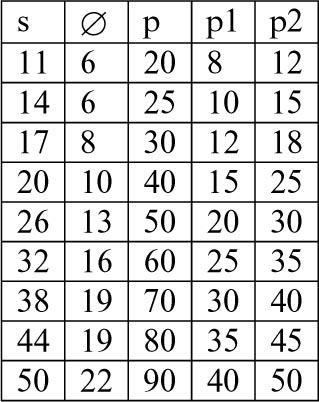
Taulukko 1. Poratappiliitoksen mitoitusparametrit
Reiän syvyys
On hyvin tärkeää tehdä reiän syvyys tarkasti etenkin kun tuotanto on automatisoitu. Kun kokoonpano on automatisoitu reiän pohjalle ruiskutetaan tietty määrä liimaa ja tappi työnnetään reikään, se pakottaa liiman virtaamaan ulospäin peittäen samalla reiän ja tapin pinnat. Jos reikä on liian syvä, se ei saa liimaa virtaamaan riittävästi pintojen peittämiseen ja liitoksen lujuus jää heikoksi.
Tavallisesti reikä porataan 1mm syvemmäksi kuin tappi. Tämä toleranssi mahdollistaa myös tapin pienen pituusvaihtelun.
Toleranssit
Tapin ja reiän välinen toleranssi pitää sovittaa liitettäviin materiaaleihin. Jos esimerkiksi käytettävän lastulevyn poikittaisvetolujuus on heikko, on syytä käyttää melko väljää toleranssia, ettei levy tapitettaessa halkea. Uritetuilla tapeilla reikä voi olla 0…0,15mm suurempi kuin tappi.
Koneistus
Tappien reiät voi porata palkkiporalla tai NC-koneella. Jos liitoksessa on paljon tappeja poraus pitää tehdä hyvin tarkasti, etteivät kokoonpanossa tarvittavat voimat kasva liian suuriksi. Porauksessa tulee yleensä siistit pinnat, jotka on helppo liimata.
Tavallisesti suunnittelu ja koneistus perustuu 32mm etäisyysmoduliin mutta muitakin etäisyyksiä käytetään, jos liitoksessa ei ole paljon tilaa ja jos käytettävissä on NC-kone tai erikoisporayksiköitä.
Poratappiliitoksen hyödyt ja haitat
Hyödyt
- Säästää raaka-ainetta tapin pituuden verran
- Koneistus on helppoa ja nopeaa
- Oikein suunniteltuna luja liitos
- Liitos on siisti ja näkymätön
- Sekä koneistuksen että kokoonpanon automatisointi on helppoa
Haitat
- Liiallinen liimamäärä voi halkaista heikon levyn kuten lastulevyn
- Heikot koneistustoleranssit voivat tehdä kokoonpanosta vaikean
Jos esimerkiksi 400 x 400mm kehys tehdään 50mm leveästä puusta, voi poratappiliitos säästää 50mm joka kulmassa mikä on yhteensä 200mm per kehys. Se merkitsee 14% säästöä raaka-aineessa.